技术领域
本实用新型涉及一种用于炼钢连铸机连铸坯(方坯、矩形坯和圆坯)定重在线称重系统。
背景技术
连铸机(方坯、矩形坯和圆坯)就是将钢水通过结晶器、水冷段冷却,将钢水铸成钢坯(方坯、矩形坯和圆坯)。然后通过火焰自动切割机切成定尺长度(6m、9m或12m)。
连铸坯(方坯、矩形坯和圆坯)定重称重系统位于火焰自动切割机之后工序,实现连铸坯(方坯、矩形坯和圆坯)在线称重。
由于连铸过程中,钢水温度变化、拉速不同和结晶器磨损,致使连铸坯(方坯、矩形坯和圆坯)定尺交货(6m、9m或12m)重量有较大误差(10 KG~20KG)。由于原有连铸坯(方坯、矩形坯和圆坯)重量有较大误差(10 KG~20KG)就降低轧钢成才率(0.5%~1%)。
发明内容
本实用新型的目的在于克服上述不足,提供了一种用于连铸坯(方坯、矩形坯和圆坯)成品定重称重系统,提高轧钢成才率(0.5%~1%)。
本实用新型的目的是这样实现的:
一种用于连铸坯(方坯、矩形坯和圆坯)定重称重系统,其特点是:在连铸火焰自动切割机之后,连铸机每流出坯辊道中间在线安装自动称重系统,将称重数据传给火焰自动切割机系统自动修正重量,实现连铸坯(方坯、矩形坯和圆坯)定重交货。
与现有技术相比,本实用新型的有益效果是:
本实用新型一种用于连铸坯(方坯、矩形坯和圆坯)定重称重系统实现实现连铸坯(方坯、矩形坯和圆坯)定重交货,提高轧钢成才率(0.5%~1%)。
附图说明:
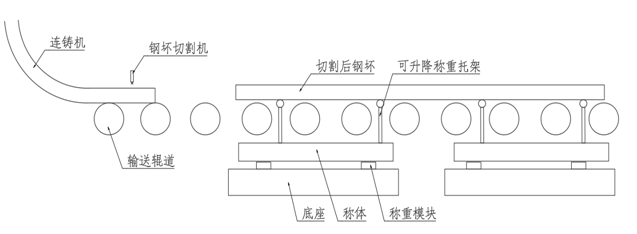
根据轧制线的要求,需要对坏料的重量进行控制。由连铸机铸出的坯料首先由理论数据对钢坯进行切割,再由称重装置对切割后的坯料进行称重,由实际重量与理论重量进行比对,进一步确认初始切割位置的准确性,如称出成品坯料的重量大于理论要求的重量,则将经过重新计算后的数据传输到切割控制中心,通过控制中心来调整钢坯切割头向坯料前进的方向移动,减小成品坯料的长度来降低重量;如称出成品坯料的重量小于理论要求的重量,则将经过重新计算后的数据传输到切割控制中心,通过控制中心来调整钢坯切割头向坯料前进相反的方向移动,增加成品坯料的长度来提高重量。形成一个闭环控制。
连铸定重切割简图:
权利要求书
![]()
1、本实用新型涉及一种用于炼钢连铸机连铸坯(方坯、矩形坯和圆坯)定重在线称重系统。
2、根据权利本实用新型一种用于连铸坯(方坯、矩形坯和圆坯)定重称重系统实现连铸坯(方坯、矩形坯和圆坯)定重交货,提高轧钢成才率(0.5%~1%)。


